
To minimize the amount of lead that ends up in landfills and water tables, almost all environmentally-conscious companies have moved away from solder-containing lead to the more eco-friendly lead-free type solders. Shreejee Electronics is one of those responsible companies, in that since 2011, all of the products we produce are RoHS compliant. This typically includes the absence of lead in the solder on our pins, lugs, and tinned leads.
The soldering methods for lead-free solder differ from the traditional Sn60/Pb 40 and Sn 63/Pb 37 used in the past. The most significant difference remains the need to apply a higher temperature on your soldering iron. This post is published to highlight some of the basic principles for soldering pins with lead-free solder to printed circuit boards.
Solder Iron Tip Selection
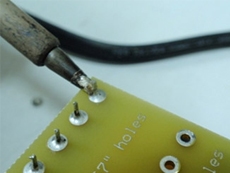
As is the case for all soldering, the proper tip for the size of the pin and pad is important for a good conformal joint. The tip width should be at least 2/3 the standard width of the pad, but no larger than the full width of the pad.
Typically, the solder wire used will have a flux core. Best results will be visible when the diameter of the solder wire is appropriate for the pad as well. Solder wire approximately equal to the diameter of the pin is commonly specified.
Solder Temperatures and Touch Times
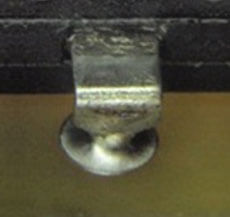
A tip temperature of 600°F held to the solder joint for 3 to 4 seconds normally produces a good conformal joint on both sides of the board.

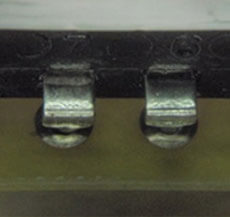
A tip temperature of 600°F for just 1 or 2 seconds produced an acceptable solder joint on the bottom of the board, but did not allow enough time for the solder to flow to the other side of the board.


A tip temperature of 500°F even at 5 to 6 seconds does not properly bring lead-free solder to the liquidous state. The result is that no whetting of the pin occurs and no solder flows to the other side of the board.

A tip temperature of 650°F for 3 seconds causes the solder to flow too freely, often leaving an excess build up of solder on the top side of the board. Higher temperatures also creates a longer cooling time, so the risk of a disturbed solder joint is increased.


Conclusion
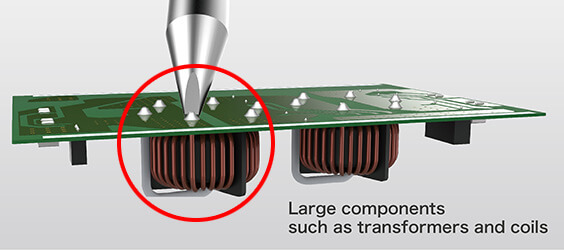
At Shreejee Electronics, we use a soldering iron tip temperature of 600°F and a touch time of 3 to 4 seconds, touching both the pad and the pin. We have discovered this to remain an optimum point for most practical applications where we are soldering thru-hole transformers to boards.
Your factory floor conditions may vary in terms of the equipment utilized, environment, and specific type of Lead-free solder used. Your process may typically need to be adjusted in terms of touch time and temperature for you to achieve the desired results for your solder joints.